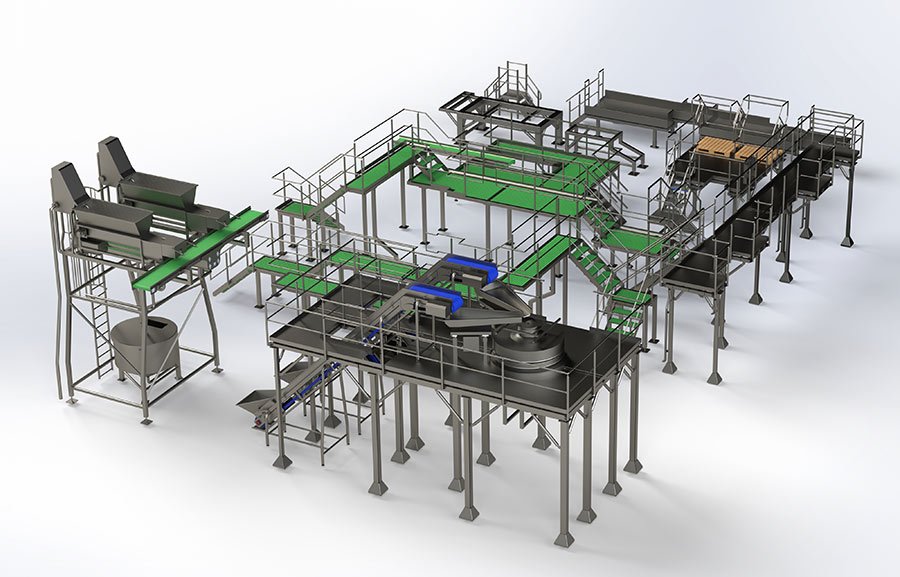
Projx can supply a single simple conveyor through to a full process line with a central control system.
Conveyors
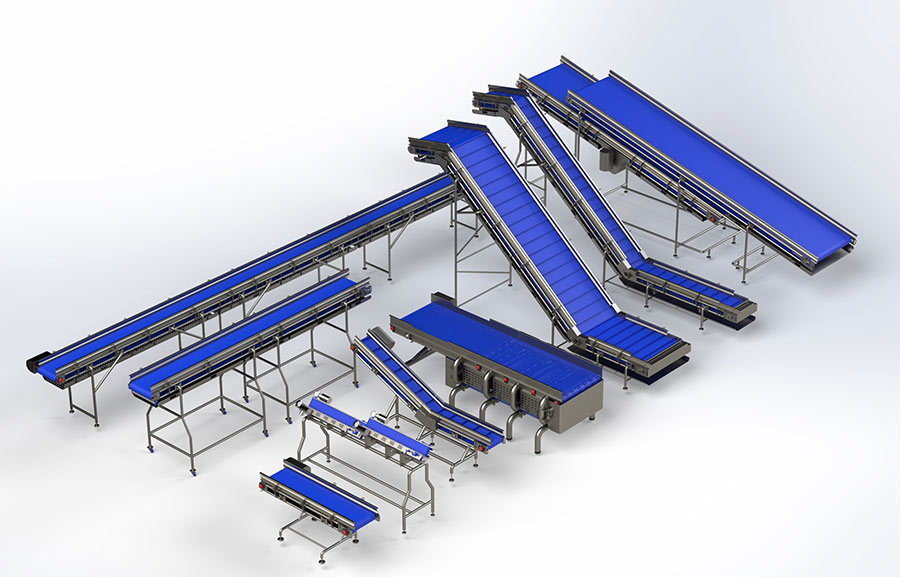
The design of our heavy duty raw material handling conveyors are build to withstand the harshest of environments and are usually used in agricultural applications. Our hygienic models are also for harsh environments but are focused on hygiene and are usually found in the high care environments like ready to eat salad and vegetable processing factories. They feature all stainless steel tubular construction with drop down sides, flip up ends and removable plastic runners. The belts are usually solid PU, positive drive or mesh type belts. Depending on the customers requirements we can offer standard motors, fully stainless or drum drive. Our swan neck elevators are designed with optional declining drive end with a unique system to ensure any product that is stuck to the belt like diced product is kept to a minimum.
We also can design and build machine support frames, robot frames, and access stairs and gantries to suit our clients needs.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}